Witaj w świecie spawania! Jeśli dopiero zaczynasz swoją przygodę z metodą MMA, czyli spawaniem elektrodą otuloną, wiesz już pewnie, że prawidłowe ustawienie spawarki to klucz do sukcesu. Ten praktyczny poradnik krok po kroku został stworzony właśnie dla Ciebie, abyś mógł w prosty sposób zrozumieć, jak skonfigurować swoje urządzenie i cieszyć się solidnymi, estetycznymi spoinami od pierwszego spawu.
Prawidłowe ustawienie spawarki elektrodowej klucz do udanego spawania
- Najważniejszy parametr to amperaż, dobierany do średnicy elektrody (ok. 30-40A na 1 mm) i grubości materiału.
- Biegunowość dodatnia (+) na elektrodzie jest standardem dla większości prac, ujemna (-) dla cienkich blach.
- Zawsze sprawdzaj zalecenia producenta na opakowaniu elektrod.
- Nowoczesne spawarki inwertorowe posiadają funkcje ułatwiające spawanie, takie jak Hot Start, Arc Force i Anti Stick.
- Zbyt mały prąd powoduje brak przetopu i niestabilny łuk, zbyt duży przepalenia i nadmierne rozpryski.
- Konieczne jest wykonanie spoiny próbnej i ocena jej wyglądu w celu korekty ustawień.
Dlaczego prawidłowe ustawienie spawarki to klucz do sukcesu
Jako spawacz z wieloletnim doświadczeniem wiem, jak wiele frustracji może przynieść źle skonfigurowana spawarka. To nie tylko kwestia estetyki spoiny, ale przede wszystkim jej wytrzymałości i bezpieczeństwa. Prawidłowe ustawienie parametrów spawania to fundament, który pozwala uniknąć problemów z przetopem, nadmiernym rozpryskiem czy wreszcie przepaleniem materiału. Zaniedbanie tego etapu często prowadzi do marnowania cennego czasu i materiałów, a w skrajnych przypadkach może nawet narazić na niebezpieczeństwo.
Zrozumienie kilku podstawowych parametrów, które regulujesz na swojej spawarce, jest absolutnie kluczowe. W tym artykule przeprowadzę Cię przez proces ich wyboru, wyjaśniając, co tak naprawdę oznaczają i jak wpływają na efekt końcowy Twojej pracy. Skupimy się na tym, co najważniejsze: amperażu, biegunowości i doborze odpowiedniej elektrody. Przygotuj się na praktyczne wskazówki, które od razu zastosujesz w swoim warsztacie.
Zrozumienie kluczowych parametrów: co tak naprawdę regulujesz pokrętłem?
Kiedy patrzymy na panel spawarki elektrodowej, widzimy zazwyczaj kilka pokręteł i gniazd. Ale co one właściwie oznaczają i jak wpływają na proces spawania? Najważniejsze pojęcia, które musisz znać, to natężenie prądu (amperaż), biegunowość (polaryzacja) oraz rodzaj używanej elektrody. Każdy z tych elementów odgrywa kluczową rolę w kształtowaniu łuku spawalniczego i jakości powstającej spoiny.
- Natężenie prądu (amperaż): To główny parametr, który decyduje o ilości ciepła dostarczanego do spawanego materiału. Zbyt niski amperaż spowoduje brak przetopu, a zbyt wysoki przepalenie.
- Biegunowość (polaryzacja): Określa kierunek przepływu prądu między elektrodą a spawanym materiałem. Wpływa na głębokość wtopienia i charakterystykę łuku.
- Rodzaj elektrody: Różne typy elektrod (np. rutylowe, zasadowe) mają odmienne właściwości i wymagają specyficznych ustawień prądu oraz biegunowości.
Skutki złych ustawień: jak uniknąć frustracji i zmarnowanego materiału
Niewłaściwe ustawienie parametrów spawarki elektrodowej to prosta droga do frustracji i niepotrzebnych kosztów. Słaba jakość spoiny to najczęstszy problem. Może objawiać się jako brak odpowiedniego przetopu, co oznacza, że materiał nie jest ze sobą wystarczająco mocno połączony. Z drugiej strony, zbyt duży prąd prowadzi do przepaleń, szczególnie na cieńszych materiałach, tworząc dziury zamiast spoiny. Dodatkowo, nieprawidłowe ustawienia generują nadmierne rozpryski, które nie tylko utrudniają pracę, ale także zmniejszają ilość materiału, który faktycznie trafia do spoiny. W skrajnych przypadkach może dojść do powstania porowatej spoiny, pełnej pęcherzyków powietrza, która jest po prostu słaba i nie spełnia swojej funkcji. Wszystko to przekłada się na wydłużony czas pracy, konieczność poprawek, a czasem nawet na całkowite zniszczenie spawanego elementu.
Amperaż: jak dobrać idealny prąd spawania
Amperaż to bez wątpienia najważniejszy parametr, który będziesz regulować na swojej spawarce elektrodowej. To właśnie natężenie prądu decyduje o tym, jak intensywnie ciepło jest dostarczane do materiału. Odpowiednio dobrany amperaż zapewnia właściwy przetop, stabilny łuk i estetyczną spoinę. Zbyt niski prąd sprawi, że elektroda będzie się "przyklejać", a spoina będzie płytka i wypukła. Z kolei zbyt wysoki prąd spowoduje nadmierne rozpryski i przepalenie materiału.
Złota zasada doboru prądu do średnicy elektrody
Istnieje ogólna, bardzo pomocna zasada, która stanowi punkt wyjścia przy doborze amperażu: przyjmuje się około 30-40 Amperów na każdy milimetr średnicy elektrody. Na przykład, dla popularnej elektrody o średnicy 2,5 mm, optymalny zakres prądu będzie wynosił zazwyczaj od 75 do 100 Amperów. Pamiętaj jednak, że to tylko wskazówka. Zawsze, ale to zawsze, sprawdzaj zalecenia producenta elektrod, które są wydrukowane na opakowaniu. Tam znajdziesz dokładny, rekomendowany zakres prądu dla danego typu i średnicy elektrody.
Praktyczna tabela prądu spawania: twój niezbędnik warsztatowy
| Średnica elektrody (mm) | Zalecany prąd spawania (A) |
|---|---|
| 1,6 | 20 - 40 |
| 2,0 | 40 - 70 |
| 2,5 | 60 - 100 |
| 3,2 | 90 - 140 |
| 4,0 | 130 - 190 |
Jak grubość spawanego metalu wpływa na ustawienie amperażu?
Grubość materiału, który zamierzasz spawać, jest drugim, obok średnicy elektrody, kluczowym czynnikiem wpływającym na ustawienie amperażu. Im grubszy materiał, tym większej ilości ciepła potrzebujesz, aby uzyskać odpowiedni przetop. Oznacza to, że będziesz musiał użyć elektrody o większej średnicy i odpowiednio zwiększyć natężenie prądu. Dla bardzo grubych elementów (kilku milimetrów i więcej), często konieczne jest przygotowanie materiału poprzez ukosowanie jego brzegów, co ułatwia uzyskanie pełnego przetopu. Następnie spoinę kładzie się warstwami, aby zapewnić jej wytrzymałość.

Testuj i koryguj: jak rozpoznać, że prąd jest za mały lub za duży?
Nawet najlepsza tabela i ogólne zasady mogą wymagać doprecyzowania w zależności od konkretnej sytuacji. Dlatego tak ważne jest, aby nauczyć się rozpoznawać objawy źle dobranego prądu spawania i umieć korygować ustawienia. Zawsze wykonaj kilka próbnych spawów na kawałku złomu, zanim przystąpisz do właściwej pracy.
- Zbyt mały prąd objawia się przede wszystkim brakiem przetopu. Spoina jest wypukła, jakby "przyklejona" do powierzchni, a nie wtopiona w materiał. Łuk jest niestabilny, "przerywany", a elektroda ma tendencję do "przyklejania się" do jeziorka spawalniczego. Często musisz mocno szarpać, żeby ją oderwać.
- Zbyt duży prąd z kolei charakteryzuje się nadmiernymi rozpryskami metalu wokół spoiny. Materiał, zwłaszcza cieńszy, zaczyna się przepalać, tworząc dziury. Spoina jest wklęsła, często porowata i może wyglądać na "rozlaną". Łuk jest bardzo głośny i niestabilny.
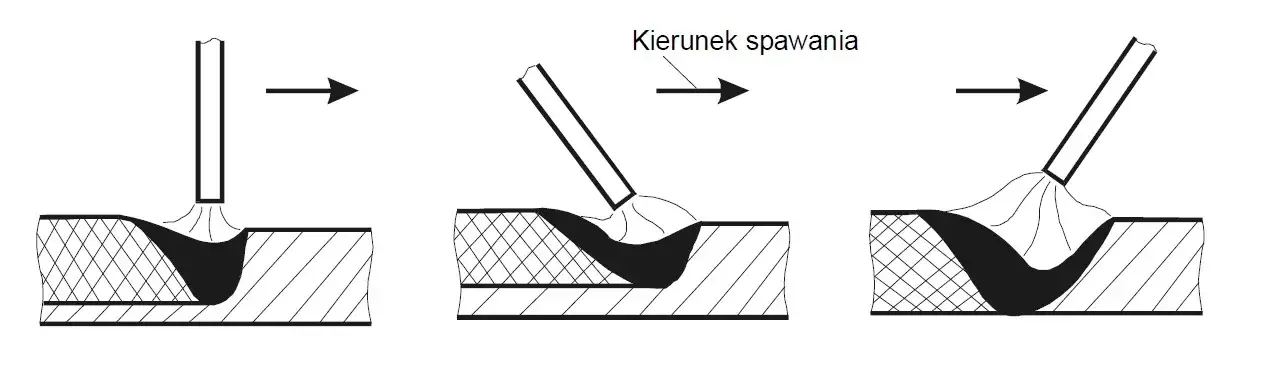
Biegunowość: mały przełącznik, wielka różnica
Oprócz amperażu, na panelu spawarki znajdziesz przełącznik lub gniazda do wyboru biegunowości. Choć może się wydawać to drobnym szczegółem, wybór właściwej polaryzacji ma znaczący wpływ na charakterystykę łuku spawalniczego i głębokość wtopienia. W spawaniu elektrodą otuloną (MMA) mamy do czynienia z dwoma podstawowymi konfiguracjami podłączenia przewodów.
Kiedy podłączyć uchwyt do plusa (+)? Standard dla większości prac
W większości standardowych zastosowań spawalniczych, szczególnie przy spawaniu stali konstrukcyjnych o średniej grubości, stosuje się biegunowość dodatnią. Oznacza to, że uchwyt z elektrodą podłączamy do gniazda oznaczonego jako „+” (plus), a przewód masowy do gniazda oznaczonego jako „-” (minus). Taka konfiguracja zapewnia głębsze wtopienie i stabilniejszy łuk, co jest pożądane w większości sytuacji.
Kiedy masa na plusie to dobry pomysł? Spawanie cienkich blach bez przepaleń
Istnieją jednak sytuacje, w których warto rozważyć zmianę biegunowości. Przy spawaniu bardzo cienkich blach, aby zminimalizować ryzyko przepalenia materiału, często stosuje się biegunowość ujemną. W tym przypadku uchwyt z elektrodą podłączamy do gniazda „-” (minus), a przewód masowy do gniazda „+” (plus). Ciepło jest wtedy w mniejszym stopniu skupione na elektrodzie, a w większym na materiale, co pozwala na delikatniejsze spawanie.
Jak rodzaj elektrody (rutylowa vs zasadowa) wpływa na wybór biegunowości?
Wybór rodzaju elektrody również ma znaczenie. Najpopularniejsze wśród początkujących są elektrody rutylowe (oznaczenie R). Są one łatwe w użyciu, dobrze się zajarzają i dają stosunkowo gładką, estetyczną spoinę. Zazwyczaj pracują dobrze zarówno na prądzie stałym (DC), jak i zmiennym (AC), a ich biegunowość często jest uniwersalna lub lekko dodatnia. Z kolei elektrody zasadowe (oznaczenie B) wymagają spawania wyłącznie prądem stałym (DC) i zazwyczaj pracują na biegunowości dodatniej (+). Dają one spoiny o znacznie wyższej wytrzymałości mechanicznej, ale są trudniejsze w użyciu. Nowoczesne spawarki inwertorowe są na tyle wszechstronne, że pozwalają na efektywne spawanie różnymi typami elektrod, ale zawsze warto sprawdzić zalecenia producenta elektrody dotyczące biegunowości.
Ustawienie spawarki krok po kroku: od podłączenia do pierwszej spoiny
Teraz, gdy już rozumiesz podstawowe parametry, przejdźmy do praktyki. Poniżej znajdziesz instrukcję krok po kroku, która przeprowadzi Cię przez cały proces poprawnego ustawienia spawarki elektrodowej. Postępuj zgodnie z tymi wskazówkami, a z pewnością uzyskasz satysfakcjonujące rezultaty.
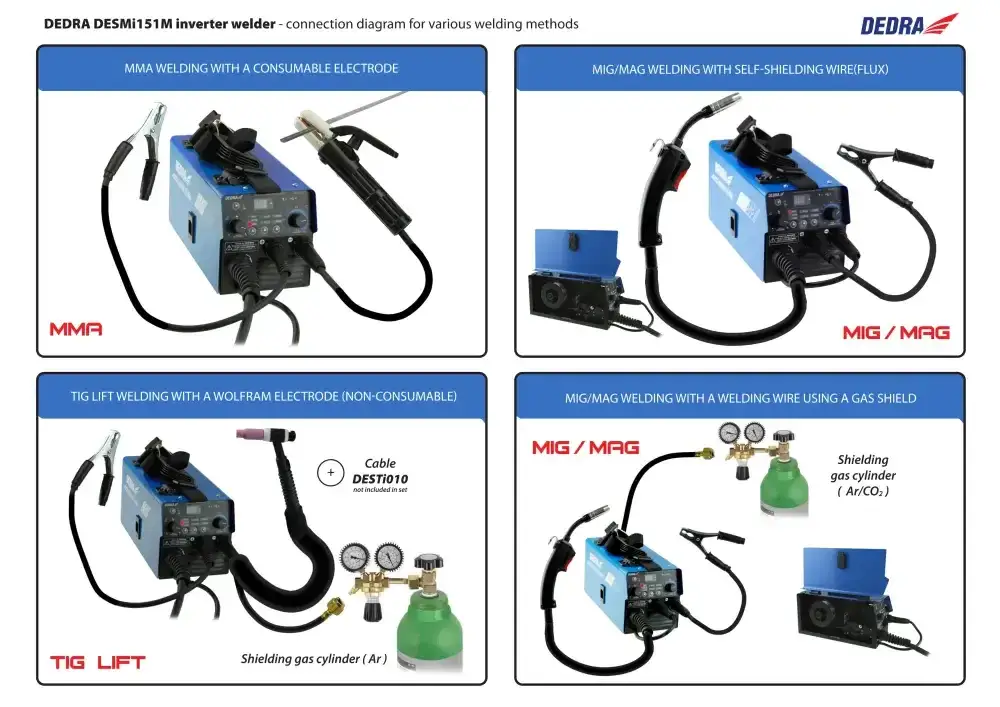
Krok 1: Bezpieczne podłączenie przewodów masa i uchwyt elektrodowy
Zanim cokolwiek włączysz, upewnij się, że spawarka jest odłączona od zasilania. Następnie solidnie podłącz przewód masowy do gniazda oznaczonego „masa” lub symbolem uziemienia. Drugi koniec przewodu masowego z zaciskiem podłącz do czystej, metalowej części spawanego elementu lub stołu spawalniczego. Upewnij się, że zacisk ma dobry kontakt z metalem. Następnie podłącz uchwyt elektrodowy do odpowiedniego gniazda (+ lub -), zgodnie z wybraną biegunowością.
Krok 2: Wybór właściwej elektrody do zadania
Zastanów się, jaki materiał będziesz spawać i jakie są wymagania co do wytrzymałości spoiny. Dla początkujących najlepszym wyborem są elektrody rutylowe (np. popularne E6013). Wybierz średnicę elektrody dopasowaną do grubości spawanego materiału pamiętaj o zasadzie, że cieńszy materiał wymaga cieńszej elektrody. Zawsze sprawdzaj zalecenia producenta na opakowaniu elektrody dotyczące jej zastosowania i parametrów pracy.
Krok 3: Ustawienie amperażu na podstawie średnicy elektrody i grubości materiału
Bazując na średnicy wybranej elektrody i grubości spawanego materiału, ustaw odpowiedni amperaż na swojej spawarce. Skorzystaj z tabeli podanej wcześniej oraz zaleceń producenta elektrod. Zacznij od wartości środkowej rekomendowanego zakresu, a następnie będziesz mógł ją delikatnie korygować.
Krok 4: Wykonanie spoiny próbnej i ocena efektu
To kluczowy etap. Na kawałku podobnego materiału wykonaj próbny spaw. Obserwuj łuk czy jest stabilny? Jak wygląda jeziorko spawalnicze? Po zakończeniu spawania dokładnie obejrzyj spoinę. Czy jest odpowiedni przetop? Czy nie ma nadmiernych rozprysków lub przepaleń? Czy spoina jest w miarę równa? Jeśli zauważysz problemy, delikatnie skoryguj amperaż (w górę lub w dół) i wykonaj kolejny próbny spaw. Dopiero gdy uzyskasz zadowalający efekt, przystąp do spawania właściwego elementu.
Twoja spawarka jest mądrzejsza niż myślisz: poznaj pomocne funkcje
Współczesne spawarki inwertorowe to zaawansowane urządzenia, które często wyposażone są w szereg funkcji ułatwiających pracę, zwłaszcza początkującym. Zrozumienie ich działania pozwoli Ci jeszcze lepiej wykorzystać potencjał Twojego sprzętu i uzyskać lepsze rezultaty przy mniejszym wysiłku.
Hot Start: jak funkcja "gorącego startu" ułatwia zajarzenie łuku?
Funkcja Hot Start, czyli "gorący start", to rozwiązanie, które znacząco ułatwia zajarzenie łuku spawalniczego. W momencie, gdy zbliżasz elektrodę do materiału, spawarka automatycznie i chwilowo zwiększa natężenie prądu. To sprawia, że łuk zapala się szybciej i stabilniej, eliminując problem "przyklejania się" elektrody na samym początku spawania. Jest to szczególnie pomocne przy elektrodach o większej średnicy lub w trudniejszych warunkach.
Arc Force: co daje dynamiczna regulacja łuku i dlaczego zapobiega "przyklejaniu"?
Arc Force, czyli "siła łuku", to kolejna funkcja, która dynamicznie wpływa na proces spawania. Jej zadaniem jest utrzymanie stabilnego łuku poprzez chwilowe zwiększenie prądu, gdy łuk staje się zbyt krótki (zbliża się do przyklejenia elektrody). Działa to jak automatyczne "odrywanie" elektrody, zapobiegając jej przyklejaniu się do jeziorka spawalniczego i zapewniając płynny przebieg spawania. Pozwala to na pracę z krótszym łukiem, co często przekłada się na lepszą jakość spoiny.
Anti Stick: twoja ostatnia deska ratunku, gdy elektroda się przyklei
Funkcja Anti Stick to swoiste zabezpieczenie przed przyklejeniem elektrody. W momencie, gdy spawarka wykryje, że elektroda przywarła do materiału, automatycznie obniża napięcie spawania. To sprawia, że elektroda nie przegrzewa się i łatwiej ją oderwać, nie niszcząc przy tym zasilania spawarki. Jest to bardzo przydatna funkcja, która chroni zarówno Ciebie, jak i Twój sprzęt, gdy zdarzy Ci się popełnić drobny błąd.
Przeczytaj również: Spawarka inwertorowa: Co to jest i jak działa? Poradnik
Najczęstsze błędy początkujących i jak ich unikać
Każdy z nas kiedyś zaczynał, a początki w spawaniu często wiążą się z popełnianiem podobnych błędów. Świadomość tych pułapek i wiedza, jak ich unikać, pozwoli Ci zaoszczędzić czas, materiał i nerwy. Oto kilka najczęstszych potknięć, z którymi spotykają się początkujący spawacze.
Błąd #1: Ignorowanie zaleceń na opakowaniu elektrod
To jeden z najpoważniejszych błędów. Producenci elektrod umieszczają na opakowaniach kluczowe informacje dotyczące zalecanego zakresu prądu spawania, biegunowości, a nawet pozycji spawania. Traktowanie tych wskazówek jako opcjonalnych to proszenie się o kłopoty. Zawsze traktuj je jako punkt wyjścia do ustawienia parametrów.
Błąd #2: "Spawanie na oko" zamiast wykonania prób
Wielu początkujących chce od razu przejść do właściwego spawania, pomijając etap prób. To błąd. Wykonanie kilku krótkich spoin na złomie pozwala ocenić, jak wybrany amperaż i biegunowość wpływają na łuk i przetop. Dopiero na podstawie tych obserwacji można dokonać precyzyjnych korekt, zamiast polegać na intuicji, która w spawaniu często zawodzi.
Błąd #3: Zapominanie o czystości spawanego materiału
Rdza, farba, olej, czy inne zanieczyszczenia na powierzchni spawanego metalu to wróg dobrej spoiny. Zanieczyszczenia te nie tylko utrudniają zajarzenie i stabilność łuku, ale także mogą powodować powstawanie porów i wad w spoinie, znacząco obniżając jej wytrzymałość. Zawsze dokładnie oczyść obszar spawania przed rozpoczęciem pracy.